Reference: UK patent 391,696 (1933). Extracts shown here. Not believed to have been successfully exploited!
Reference: UK patent 399,658 (1933). A similar exists on the design of the cone.
|
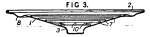
PATENT SPECIFICATION Application Date: Oct. 14, 1932. No. 28,789/32. Complete Accepted: May 4, 1933. SPECIFICATION 391,696 Improved Method of and Means for Manufacturing Cones for Loud Speakers and other Purposes. We, ARTHUR SPRINGETT MILLBOURN, a British Subject, and ARTHUR MILLBOURN AND COMPANY LIMITED - a British Company, both of Tuckenhay Mills, Totnes, Devonshire, do hereby declare the nature of this invention and in what manner the same is to be performed, to be particularly described and ascertained in and by the following statement- The present invention relates to an improved method of and means for manufacturing cones for loud speakers and other purposes where a thin sheet of material of conical form is required. The object of this invention is to enable one piece cones to be moulded to the desired angle and diameter without the necessity of joints in the material in a simple and expeditious manner. A further object is to enable paper cones to be moulded with corrugations and/or weakened points or rings with or without reinforcing ribs and protuberances so as to provide a cone particularly suitable for use with loud speakers. According to the present invention hollow cones for loud speaker and other purposes are manufactured by a process consisting in the immersion of a reticulated conical-mould of sheet material into stuff or paper pulp for a period, removing the mould from the stuff or pulp, retarding the gravitational flow of pulp down the mould by a plurality of obstructions on the mould and allowing the pulp in excess of that retained as a film by such obstructions on the mould to escape by gravity from the mould. In forming the cone use may be made of a sheet metal former of conical form and perforated multitudinoulsly, such former being adapted to be immersed in a vat charged with stuff or paper pulp mixed with water until such time as the desired quantity of stuff or pulp is deposited on the former when the former is removed the surplus stuff or pulp being delivered through the narrower diameter end or apex of the cone ... some detail omitted. CLAIMS Having now particularly described and ascertained the nature of our said invention and in what manner the same is to be performed, we declare that what we claim is: (1) Process for the manufacture of hollow cones for loud speakers and other purposes consisting in the immersion of a reticulated conical mould of sheet material into stuff or paper pulp for a period, removing the mould from the stuff or pulp, retarding the gravitational flow of pulp down the mould by a plurality of obstructions on the mould, and allowing the pulp in excess of that retained as a film by such obstructions on the mould to escape by gravity from the mould. |
(2) Process for the manufacture of hollow cones for loud speakers and other purposes according to claim 1 wherein the obstructions on the mould are adapted to produce a paper cone or deposit on the mould which varies in thickness of material. (3) Process for the manufacture of hollow cones for loud speakers and other purposes according to claim 1 wherein the stuff or pulp is caused to flow in a given direction and the mould is immersed in the stuff or pulp with its surface to be coated directed against the flow of the stuff or pulp, and held in such position for a period before removal from the vat. (4) Process for the manufacture of hollow cones for loud speakers and other purposes according to claim 3 wherein the mould is lifted from the vat with its axis in a direction substantially at right angles to that occupied by the mould when inserted in the vat, the mould being held with its axis in such position and the surplus pulp drained therefrom. (5) In the manufacture of cones according to any of the preceding claims, the use of a conical mould of thin sheet material perforated at a plurality of points and formed with a plurality of ring like protuberances or obstructions for the purpose set forth. (6) In the manufacture of cones according to any of claims 1 to 4 the use of a mould according to claim 5 wherein said protuberances or obstructions comprise a number of wire rings mounted on the inner or the outer face of the mould. (7) In the manufacture of cones according to any of claims l to 4, the use of a mould according to claim 5 wherein a boss like or cylindrical apex is formed with or attached to. (8) In the manufacture of cones according to any of claims 1 to 4 the use of a mould according to claim 7 wherein the said boss like or cylindrical apex is apertured for the escape of surplus pulp. (9) In the manufacture of cones according to any of claims 1 to 4, the use of a mould according to claim 5 or 6 having a number of substantially radial ribs or protuberances adapted to produce reinforcing ribs in the paper cone (10) In the manufacture of cones according to any of claims 1 to 4 the use of a mould according to claim 9 wherein said ribs or protuberances are formed in the mould for short radial distances near the apex of the mould. (11) In the manufacture of cones according to any of claims 1 to 4 the use of a mould according to claim 5 including an annular flange like outer periphery merging into an annular arcuate section channel for the purpose set forth. (12) The process of and means for manufacturing paper and like cones substantially as described with reference to the accompanying drawings. Dated this 14th day of October, 1932. RAYNER & Co., 5, Chancery Lane, London, W.C.2, Agents for the Applicants. Redhill Printed for His Majesty's Stationery Office, by Love & Malcomson, Ltd.-1933. |